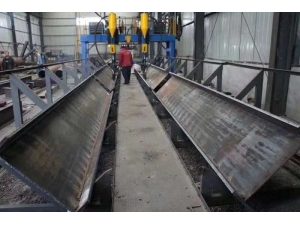
鋼結(jié)構(gòu)箱梁構(gòu)件的焊接拼裝
施焊前��,焊工應檢查鋼結(jié)構(gòu)焊接部位的組裝次序和表面清理的質(zhì)量��,合格后方能施焊�。坡口組裝間隙超過允許偏差規(guī)定時��,可在坡扣單側(cè)或兩側(cè)堆焊、修磨使其符合要求�����,但當坡口組裝間隙超過較薄板厚度2倍或大于20mm時��,不應用堆焊方法增加構(gòu)件長度�����。在測量鋼結(jié)構(gòu)箱梁對接中心線時�����,對于超出中心線允許偏差范圍的���,采用調(diào)節(jié)環(huán)縫問隙和微調(diào)梁段端口方法進行處理�,修正消除其中心線超差部分�。由于梁段工地拼接與粱段工廠制作匹配預拼裝時受力不一樣,容易使拼接接頭產(chǎn)生錯邊現(xiàn)象��,出現(xiàn)錯邊量超過允許偏差�����,必須進行矯正和調(diào)整。
焊接時作業(yè)區(qū)的風速達到或超過8m/s時����,應設防風棚或采取其他防風措施��;鋼結(jié)構(gòu)焊接作業(yè)區(qū)的相對濕度不得大于90%�����;當焊接表面潮濕或有冰雪覆蓋時�,應采取去濕除潮措施。焊接作業(yè)區(qū)環(huán)境溫度低于0度時���,應將焊接區(qū)各方向大于或等于2倍鋼板厚度且不小于100mm范圍內(nèi)的母材���,加熱到20℃以上后方可施焊,且在焊接過程中均不得低于此溫度�。